GORE? 接口密封件安裝指導(dǎo)
安裝指南, 中國(guó)
請(qǐng)先測(cè)量密封面的寬度,然后參考下表來(lái)選擇標(biāo)準(zhǔn)寬度的GORE?接口密封件...
1. 選擇尺寸
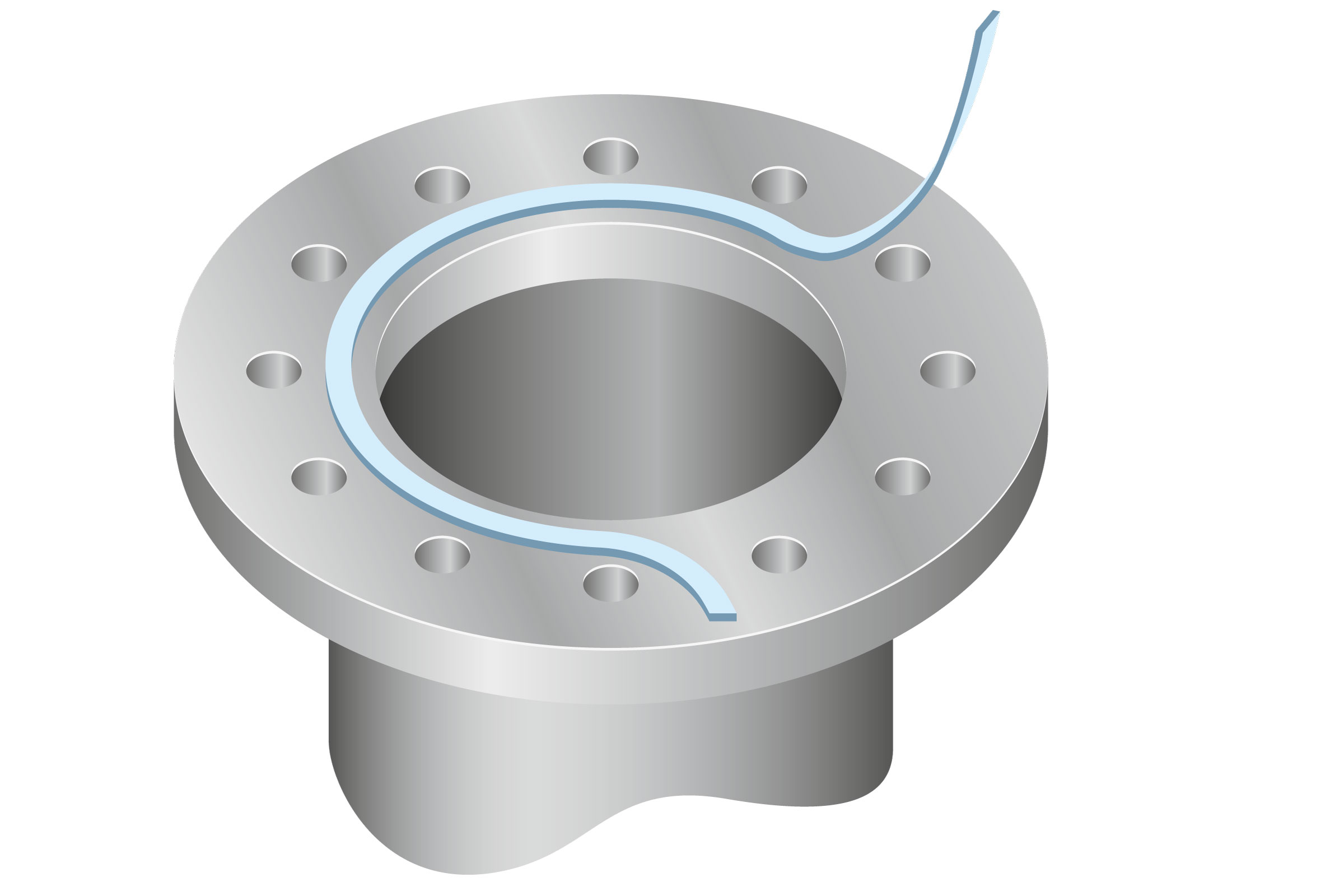
對(duì)于平面法蘭、凸面法蘭和人孔:
請(qǐng)先測(cè)量密封面的寬度,然后參考下表來(lái)選擇標(biāo)準(zhǔn)寬度的GORE?接口密封件。
| 有效密封寬度 | GORE?接口密封件標(biāo)準(zhǔn)寬度 | ||
|---|---|---|---|
| (mm) | (英寸) | (mm) | (英寸) |
| 3 - 7 | 1/8 - 1/4 | 3 | 1/8 |
| 7 - 10 | 1/4 - 3/8 | 5 | 3/16 |
| 10 - 17 | 3/8 - 5/8 | 7 | 1/4 |
| 17 - 25 | 5/8 - 1 | 10 | 3/8 |
| 25 - 40 | 1 - 1.5 | 14 | 1/2 |
| 40 - 50 | 1.5 - 2 | 17 | 5/8 |
| 50 - 65 | 2 - 2.5 | 20 | 3/4 |
| 65+ | 2.5+ | 25 | 1 |
對(duì)于榫槽法蘭:
請(qǐng)選擇小于或等于槽面寬度的標(biāo)準(zhǔn)寬度GORE?接口密封件。
估算工程扭矩,以確定墊片應(yīng)力能夠大于 17 MPa (2500 psi)能夠達(dá)到。
2. 確定扭矩值
- 為了實(shí)現(xiàn)可靠的密封,在安裝墊片過(guò)程中必須施加足夠的墊片應(yīng)力。
- y-factor = 17 MPa (2500 psi)
- Qmin L0.1 = 21 MPa (3045 psi)
可以采用兩種方法計(jì)算所需力的大小。
方法1: 壓縮后寬度數(shù)值
將您使用的接口密封件的標(biāo)稱(chēng)寬度乘以1.5再乘以墊片長(zhǎng)度即可計(jì)算出墊片面積。 1.5是保守的取值。 如需更加精確詳盡地評(píng)估您的應(yīng)用,請(qǐng)通過(guò)表格選擇壓縮后的寬度數(shù)值或如下描述的線壓力法。
F = σ墊片 ·參數(shù)· W標(biāo)稱(chēng) · L墊片
w其中:
F= 總壓力
σ墊片 = 待施加的墊片應(yīng)力
參數(shù) = 壓縮后寬度數(shù)值
W標(biāo)稱(chēng) =標(biāo)稱(chēng)寬度
L墊片 = 接口密封件長(zhǎng)度
| 參數(shù)y 17 MPa (2500 psi) |
Qmin L0.1 21 MPa (3045 psi) |
|
|---|---|---|
| 3mm (1/8") | 1.2 | 1.2 |
| 5mm (3/16") | 1.3 | 1.3 |
| 7mm (1/4") | 1.2 | 1.2 |
| 10mm (3/8") | 1.2 | 1.2 |
| 14mm (1/2") | 1.1 | 1.1 |
| 17mm (5/8") | 1.2 | 1.2 |
| 20mm (3/4") | 1.1 | 1.2 |
方法2: 線壓力
GORE通過(guò)一系列測(cè)試和各種分析技術(shù)來(lái)確定單位長(zhǎng)度的接口密封件所需的壓力大小。 這種在一個(gè)單位長(zhǎng)度的材料上施加的壓力即為線壓力。 線壓力大小與受壓的墊片寬度無(wú)關(guān)。
F = Fline · Lgasket
其中:
F = 總壓力
Fline = 所需墊片應(yīng)力(標(biāo)稱(chēng)寬度)的線壓力
Lgasket = 接口密封件長(zhǎng)度
| 參數(shù)y 17 MPa (2500 psi) |
Qmin L0.1 21 MPa (3045 psi) |
|||
|---|---|---|---|---|
| (N/mm) | (lb/in) | (N/mm) | (lb/in) | |
| 3mm (1/8") | 72 | 410 | 89 | 510 |
| 5mm (3/16") | 113 | 644 | 141 | 803 |
| 7mm (1/4") | 149 | 850 | 184 | 1050 |
| 10mm (3/8") | 210 | 1197 | 258 | 1475 |
| 14mm (1/2") | 282 | 1613 | 348 | 1990 |
| 17mm (5/8") | 359 | 2052 | 446 | 2547 |
| 20mm (3/4") | 370 | 2116 | 460 | 2628 |
執(zhí)行工程計(jì)算,確定適用于您的特定應(yīng)用的扭矩值。 可參照行業(yè)指南,例如,ASME PCC-1壓力邊界螺栓法蘭連接安裝指南(Guidelines for Pressure Boundary Bolted Flange Joint Assembly)和EN 1591-1法蘭及其接口 - 圓形法蘭墊片及其連接的設(shè)計(jì)規(guī)則 - 第1部分:計(jì)算(Flanges and their Joints - Design Rules for Gasketed Circular Flange Connections - Part 1: Calculation)。
3.安裝接口密封件
A. 安裝前法蘭準(zhǔn)備
- 打開(kāi)法蘭,至少15 cm (6")。
- 徹底清潔表面,確保實(shí)現(xiàn)最佳粘合效果。 擦去所有油跡、石墨及其他殘留物。
B. 粘貼接口密封件
將背膠紙每次撕下一小部分,防止膠帶沾上粉塵。 將接口密封件末端繞著起始螺栓孔粘貼定位。
注意: 溫度較低時(shí),安裝前可略加熱接口密封件,可使粘合劑更有粘性。
C. 完成接口密封件墊片的安裝
在起始螺栓孔處重疊墊片兩端完成安裝并切下多余材料。 請(qǐng)參見(jiàn)插圖。
注意: 有些接口密封件應(yīng)用必須采用切削重疊技術(shù),因?yàn)檫@類(lèi)應(yīng)用中的法蘭無(wú)法承受足夠大的壓力將重疊接口處兩倍厚度的墊片材料進(jìn)行壓縮。 使用標(biāo)稱(chēng)寬度>17 mm (5/8")的接口密封件可能會(huì)出現(xiàn)這種情況,安裝在ASME或JIS金屬法蘭上的情況除外。 如果無(wú)法確定,通常可以使用切削技術(shù)替代重疊技術(shù)。
切削技術(shù) - 完成接口密封件墊片安裝的替代方法
a. 第一次切削
松開(kāi)約0.5 m (1.5 ft)的GORE?接口密封件。
采用切削方式,用鋒利的小刀在干凈、牢固的表面上切割墊片末端。
一般而言,切口的長(zhǎng)度應(yīng)該約為25 mm (1")。
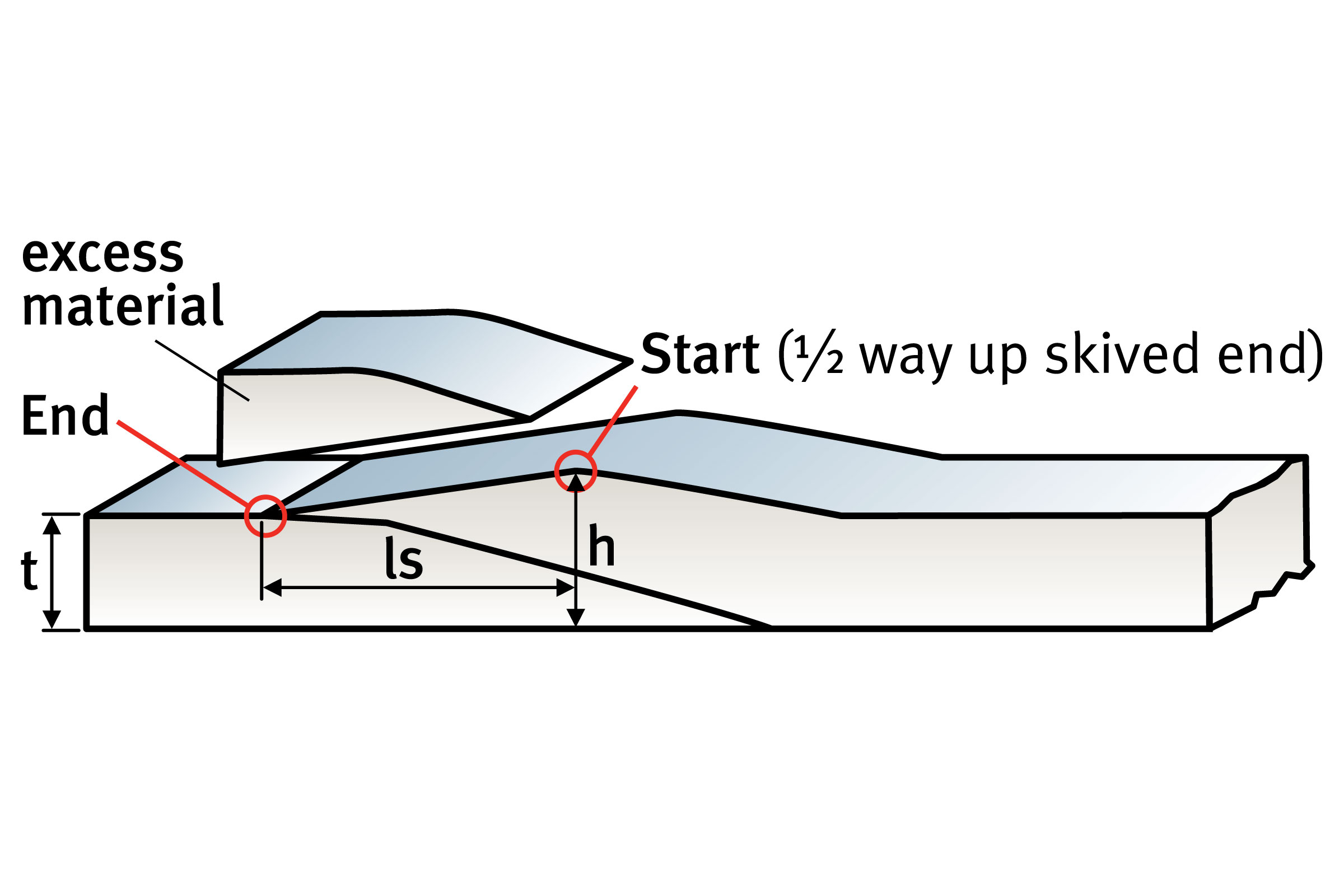
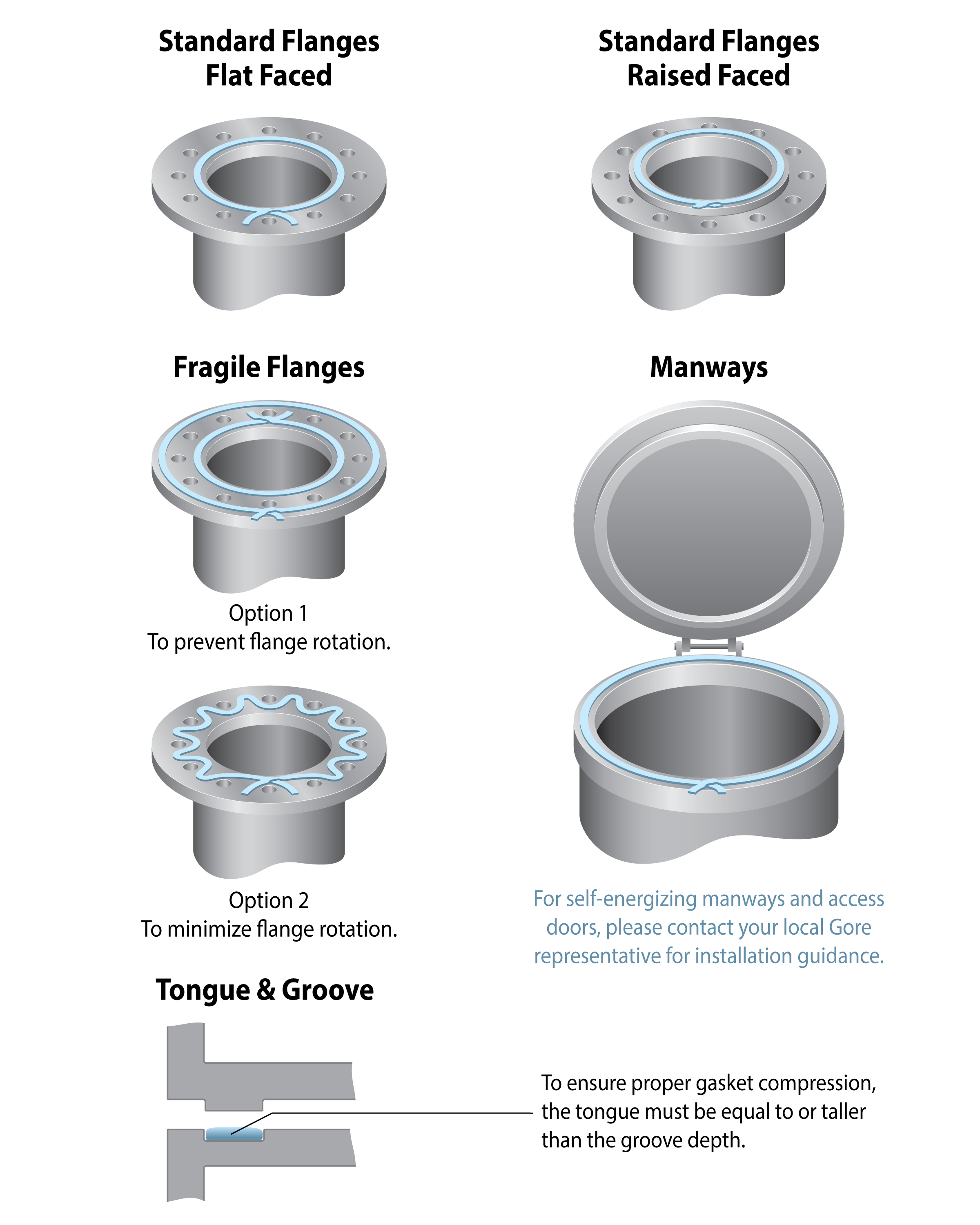
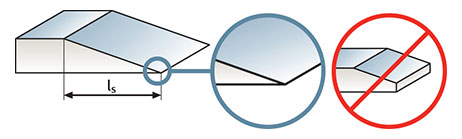
b. . 最后一次切削
- 將接口密封件重疊放置在切口上,完成墊片安裝,超出部分約等于14 mm (1/2")。
- 第二次和最后一次切削做好準(zhǔn)備,確定并標(biāo)記起點(diǎn)和終點(diǎn)。
- 斜切掉墊片材料。 這將會(huì)留下約等于墊片初始厚度120% (h)的厚度。
4. 回顧并按照標(biāo)準(zhǔn)螺栓法蘭組裝方法進(jìn)行操作
GORE?墊片產(chǎn)品無(wú)需特殊組裝方法。但我們通常建議您采用行業(yè)最佳實(shí)踐方法來(lái)組裝螺栓法蘭接口。 美國(guó)試驗(yàn)與材料學(xué)會(huì)(ASME)、歐洲密封協(xié)會(huì)(ESA)、體密封協(xié)會(huì)(FSA)和德國(guó)工程師協(xié)會(huì)(VDI)&均發(fā)布了此類(lèi)實(shí)踐方法。
- ESA/FSA墊片安裝程序確保連接完整性和最高安全性(Gasket Installation Procedures Assuring Joint Integrity and Maximum Safety)
- ASME PCC-1壓力邊界螺栓法蘭連接安裝指南(Guidelines for Pressure Boundary Bolted Flange Joint Assembly)
- VDI 2200 - 法蘭密封連接: 螺栓接合法蘭連接的選擇、計(jì)算、設(shè)計(jì)和裝配(Tight flange connections: Selection, calculation, design and assembly of bolted flange connections)
- ASME還提供關(guān)于螺栓法蘭接口組裝的培訓(xùn)課程
- 多家組織還提供針對(duì)螺栓法蘭接口組裝的EN 1591-4指定培訓(xùn)內(nèi)容
確保密封面干凈、干燥、無(wú)油脂。
將墊片放在法蘭的正中心(借助于螺栓位置)。
充分潤(rùn)滑緊固件。 確保螺栓、螺母和墊圈上的所有承載表面得到充分潤(rùn)滑。
將螺栓、墊圈和螺母裝配到法蘭上。
用手指擰緊螺栓,按圓周方向轉(zhuǎn)動(dòng)。

使用校準(zhǔn)后的扭矩設(shè)備,按照星形順序扭轉(zhuǎn)每個(gè)螺栓。 按三步式應(yīng)用扭矩:
- 第一步: 目標(biāo)扭矩的30%
- 第二步: 目標(biāo)扭矩的60%
- 第三步: 目標(biāo)扭矩的100%
按照目標(biāo)扭矩的100%,以圓周方向應(yīng)用扭矩。 然后等待四個(gè)小時(shí)。
以圓周方向應(yīng)用扭矩,直至所有螺栓均已達(dá)到目標(biāo)扭矩,完成安裝。
僅用于工業(yè)用途
不可用于食品、藥品、化妝品或醫(yī)療設(shè)備等的制造、加工或包裝作業(yè)